Sklep online

| Długość fali |
5,0 mikrometra |
| Dokładność |
±2 °C ±3 °C |
| Kąt skanowania |
80° 40° - ustawiony programowo |
| Obudowa |
IP65 |
| Pole widzenia |
300 : 1 100 : 1 |
| Powtarzalność |
±0,5°C |
| Szybkość skanowania |
10...150 Hz regulowana co 1 Hz |
| Wielkość mierzona |
temperatura |
| Współczynnik emisyjności |
0,20 ... 1,00 |
| Zakres pomiarowy temperatury |
150 ... 750 °C 500 ... 1100 °C |
| Dopuszczenia |
CE |
| Producent |
Land |
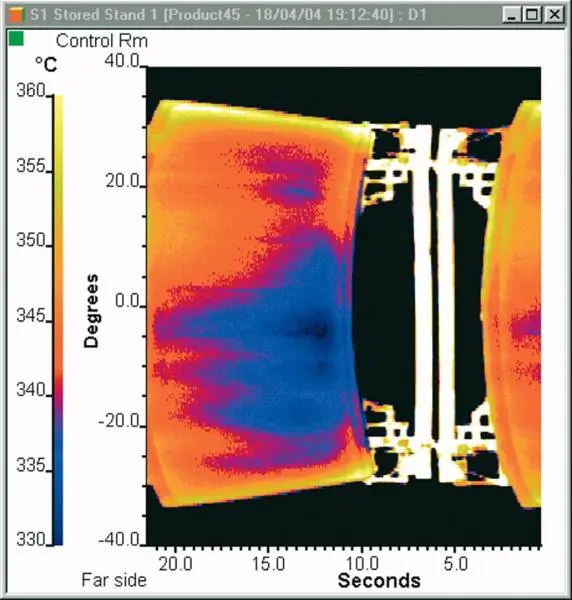 Obraz termowizyjny szyby samochodowej
Obraz termowizyjny szyby samochodowej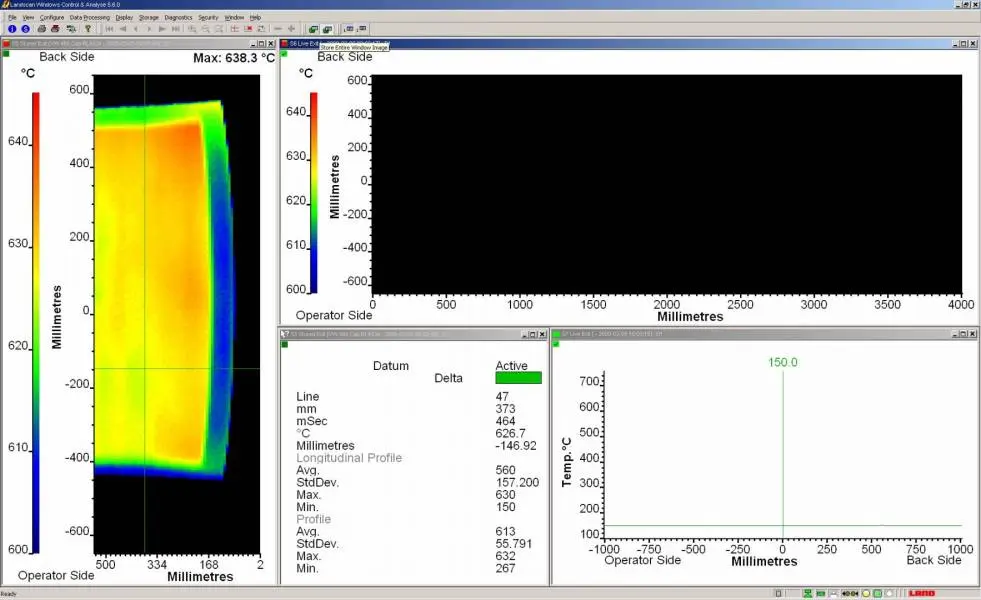 Auto Glass Profile
Auto Glass Profile
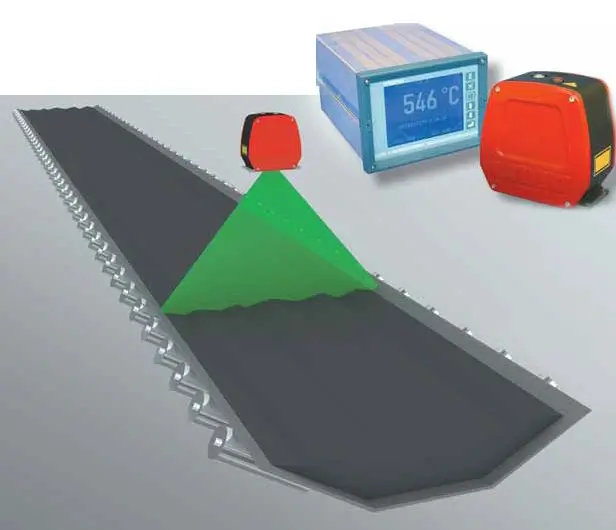
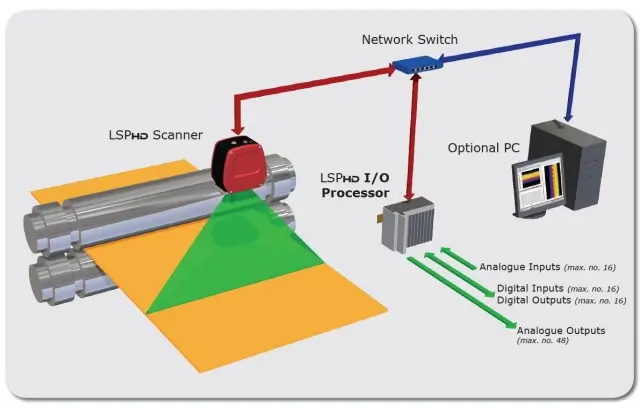 Schemat układu pomiarowego
Schemat układu pomiarowegoPomiar rozkładu temperatury na piecach hartowniczych szkła lub odprężarkach
APPLICATION NOTE
Hartowanie Szkła
Wyprodukowanie szkła hartowanego wolnego od zniekształceń wizualnych wymaga uzyskania jednolitej temperatury na całej powierzchni każdego szkła. Wymaga to dokładnego monitorowania temperatury na całej szerokości szkła.


Zarówno skanery liniowe na podczerwień, jak i kamery termowizyjne są coraz częściej wykorzystywane w przemysłowych zastosowaniach termowizyjnych, jednak w przypadku niektórych zastosowań preferowane są skanery liniowe na podczerwień.
Najpierw rozważymy więcej o skanerach liniowych na podczerwień i kamerach termowizyjnych .
Skanery liniowe na podczerwień
Standardowy tryb pracy skanera liniowego na podczerwień wykorzystuje okresowe odchylanie toru optycznego tylko jednego bardzo szybkiego i bardzo dokładnego detektora punktowego w postaci linii skanowania. W kącie skanowania 80° (+/- 40°) tworzona jest zamknięta linia do rejestracji profilu temperatury mierzonego przedmiotu.
W przypadku ruchomych celów, takich jak walcowanie stali , daje to termogram o wysokiej rozdzielczości (pomiar temperatury powierzchni).
Modele serii skanerów liniowych AMETEK Land LSP-HD rejestrują temperatury 1000 nakładających się punktów pomiarowych na skan z w pełni cyfrowym skanem z częstotliwością do 150 Hz. Linia skanowania może zostać podzielona na poszczególne strefy, a te wartości stref można wykorzystać do kontroli i dokumentowania procesów termicznych.
Główną zaletą skanera liniowego LSP-HD jest to, że każdy punkt linii pomiarowej jest rejestrowany przez ten sam chłodzony detektor podczerwieni, aby zapewnić najwyższą możliwą jednorodność pomiaru. Jednorodność w obrębie skanów zależy wtedy głównie od powtarzalności (typ. <0,5 K).
Szczególnie w zastosowaniach, w których względny rozkład temperatury mierzonego obiektu ma tylko bardzo małe tolerancje, np. w celu zmniejszenia naprężeń wewnętrznych lub zmian grubości, fundamentalne znaczenie ma zapewnienie wysoce jednorodnego wykrywania profilu temperatury w tych procesach.
Kamery termowizyjne
Przemysłowe kamery termowizyjne i systemy obsługują różne zakresy temperatur i zoptymalizowane zakresy spektralne w celu dostosowania do konkretnych zastosowań.
Zasada działania tych kamer termowizyjnych jest podobna do kamer wizualnych (np. kamer CCD/CMOS) opartych na odpowiednim zintegrowanym detektorze, który jest zaprojektowany jako tak zwany detektor FPA (Focal Plane Array). Choć obecne modele smartfonów mają aparaty z 12 milionami lub nawet większą liczbą pikseli, liczba pikseli detektorów podczerwieni – w zależności od rodzaju detektora – jest ograniczona.
Aby zapewnić radiometryczną (zgodną z krajowymi normami, takimi jak UKAS lub PCA) kamerę termowizyjną, wymagana jest odpowiednia siła sygnału dla każdego pojedynczego piksela. Z tego powodu obecne detektory podczerwieni mają stosunkowo niską rozdzielczość pikseli, wynoszącą 384x288 lub 640x480 pikseli, przy czym w niektórych skrajnych przypadkach stosuje się 1024x768.
Poszczególne piksele w takich detektorach FPA nie są w 100% równe, co oznacza, że generowany sygnał elektryczny, który jest przekładany na zmierzoną temperaturę, może się również różnić podczas pomiaru powierzchni o absolutnie jednorodnej temperaturze. Na przykład z detektorem 640x480 pikseli jest ponad 300 000 pikseli.
W przypadku kamer termowizyjnych AMETEK Land przeprowadzamy zaawansowaną, pełną kalibrację radiometryczną całego detektora, kalibrując każdy piksel w celu zapewnienia dokładnych i identyfikowalnych wyników. Podczas tej kalibracji obrazy są rejestrowane i wyświetlane w rozszerzonym protokole kalibracji w celu udokumentowania jednorodności obrazu termowizyjnego.
Należy zauważyć, że sygnał poszczególnych pikseli kamery kamery termowizyjnej względem siebie - w ramach kalibracji kamery - może różnić się w zakresie specyfikacji kamery.
Ponieważ praktycznie każdy piksel reprezentuje „oddzielny detektor”, dokładność pomiaru kamery termowizyjnej może w rzadkich najgorszych przypadkach prowadzić do dwukrotnego odchylenia dokładności pomiaru. Na przykład przy niedokładności pomiaru +/- 2%, jeden piksel miałby 1-2%, a inny obok piksel 2 +% niedokładności.
Dlaczego więc używać skanerów liniowych na podczerwień AMETEK Land do zastosowań termowizyjnych o wysokiej rozdzielczości?
Do procesów wymagających bezdotykowego pomiaru temperatury w których wymagana jest bardzo duża jednorodność pomiaru na linii/obszarze pomiarowym, skaner liniowy AMETEK Land LSP-HD jest lepszy pod względem wydajności niż nawet radiometrycznie weryfikowana kamera termowizyjna.
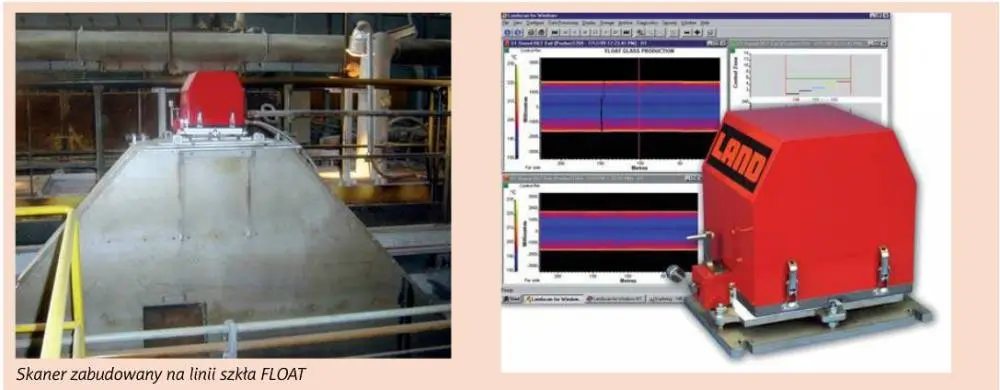
Na przykład w zastosowaniach szkła float w strefie Lehr bardzo ważne jest uzyskanie wyjątkowo wysokiej jednorodności w całym szkle płaskim przechodzącym przez strefę Lehr, aby zapobiec jakimkolwiek naprężeniom mechanicznym, które prowadzą do pęknięć i być może całkowitego pęknięcia płaskie szkło.
Pęknięcia w zastosowaniach ze szkłem float spowodowane niewielkimi różnicami temperatur i naprężeniami mechanicznymi.
W połączeniu z odpowiednimi enkoderami LSP-HD linescanners może generować termogramy dla dynamicznych procesów, takich jak zwijanie i walcowanie, aby zapewnić dane wejściowe do zautomatyzowanych systemów sterowania i pomóc zoptymalizować przemysłowe procesy termiczne.
Obrazy termowizyjne o wysokiej rozdzielczości, tworzone z 1.000 punktów na linię, skaner liniowy na podczerwień w ruchomej stalowej taśmie.
Jakie są zalety skanerów liniowych na podczerwień?
W przypadku szybkich i jednorodnych zastosowań termowizyjnych, skanery liniowe LSP-HD są zalecane do pomiaru i analizy „rzeczywistych różnic temperatur” poruszającego się obiektu w zastosowaniach ze szkłem float, taśmami metalowymi i wielu innych.
Korzyści obejmują:
Skanery liniowe na podczerwień powinny być używane w aplikacjach szybkiego obrazowania termicznego, gdzie wymagany jest najbardziej dokładny i jednorodny odczyt temperatury.
ROZWIĄZANIA DO POMIARU TEMPERATURY DO ZASTOSOWAŃ SZKŁA OPAKOWANIOWEGO
Dokładne i niezawodne pomiary temperatury w kluczowych lokalizacjach procesu mają kluczowe znaczenie dla zapewnienia stałej jakości w całej produkcji szkła opakowaniowego. AMETEK Land zapewnia sprawdzone rozwiązania w całym procesie produkcyjnym, aby dostarczyć te pomiary, wspierając wydajny proces i wysokiej jakości produkt.
Pobierz wersję EN tutaj >
POMIAR TEMPERATURY W HARTOWANIU SZKŁA
Szkło hartowane – czasami nazywane szkłem hartowanym lub bezpiecznym – to szkło, które zostało poddane obróbce cieplnej, a następnie szybko i w kontrolowany sposób schłodzone w sekcji hartowania powietrzem. Proces ten sprawia, że szkło jest znacznie bardziej sprężyste niż zwykłe szkło płaskie.
Pobierz wersję EN tutaj >
MONITOROWANIE Ogniotrwałości Wanny Szklarkiej
Stan materiałów ogniotrwałych pieców szklarskich ma kluczowe znaczenie dla bezpieczeństwa i wydajności procesu, zwłaszcza
pod koniec okresu eksploatacji zbiornika. Pogorszenie jakości materiałów ogniotrwałych może zwiększyć koszty paliwa i może
spowodować pękanie szkła lub uszkodzenie materiału ogniotrwałego.
Pobierz wersję EN tutaj >
POMIAR TEMPERATURY W STREFACH CHŁODZENIA POWIETRZA ZA LEHR w Hutach FLOAT
Powszechną praktyką jest dokładne mierzenie i kontrolowanie szybkości chłodzenia wzdłuż wstęgi szklanej i profilu termicznego na całej szerokości w odprężaczu wyżarzającym. Jednak wraz ze stale rosnącym zapotrzebowaniem na jakość, pomiar i kontrola szybkości chłodzenia w strefach chłodzenia powietrzem staje się konieczne, aby osiągnąć jakość szkła float podczas produkcji szkła cieńszego lub grubszego niż szkło standardowe (szkło okienne).
tel.: (32) 789 00 20
e-mail: pirometry@introl.pl

Introl Sp. z o.o.
ul. Kościuszki 112, 40-519 Katowice, tel: +48 32 789 00 00, e-mail: introl@introl.pl

Introl Sp. z o.o. jest częścią notowanej na GPW Grupy Kapitałowej INTROL