
Pirometry stacjonarne































Pirometry serii LAND System 5 / LAND SPOT+
Kod produktu: LAND System 5 LAND SPOT
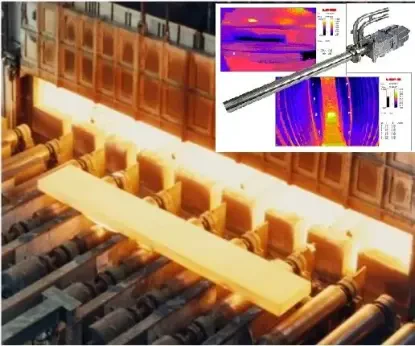
Optyczne pirometry LAND SPOT+ serii LAND System 5 dla wymagających użytkowników i precyzyjnych procesów obróbki stali i szkła. Pirometry przeznaczone są do zastosowań: łopatki turbin, wały napędowe, łożyska, precyzyjne łączniki i złącza, przekładnie zębate, komponenty silników, motoryzacja (automotive), lotnictwo, produkcja maszyn, kuźnie, odlewnie, ogólnie obróbka metalu / stali / żeliwa, odlewanie metalu, ciekłe szkło, kropla szkła.
Pirometry kompaktowe i światłowodowe nowej generacji SPOT+
Nowa generacja pirometrów stacjonarnych LANDSYSTEM 5 zaprojektowana została dla wymagających użytkowników. Grupa pirometrów LAND System 5 obejmuje 19 pirometrów stacjonarnych nowej generacji LAND SPOT+. Seria jest samodzielną konstrukcją z zaawansowaną, zintegrowaną obróbką pomiaru. Pirometry są dokładne, powtarzalne i łatwe w użyciu. Do grupy System 5 wchodzą pirometry jedno- i dwubarwowe (2 osobne detektory), kompaktowe i światłowodowe, o zakresie pomiaru od 50 do 3500°C (w zależności od modelu).
Pirometry SPOT+ R100, R 160 i R210 oraz światłowodowe R100 FO i R160 FO to opatentowana konstrukcja pirometru przemysłowego, który łączy w sobie funkcjonalność pirometru jedno- i dwubarwowego. W zależności od aplikacji i wymagań użytkownika, z poziomu menu dostępny jest wybór spośród pięciu trybów działania (Ratio, Mono 1,Mono 2, Multi, Duo).
Pirometry optyczne do specyficznych zastosowań
W skład serii wchodzą również tzw. pirometry aplikacyjne przeznaczone do konkretnego zastosowania:
- SPOT+ AL oraz SPOT+ AL LT (do pomiaru aluminium, ciekłego aluminium),
- SPOT+ MM (do pomiaru ciekłego żeliwa/staliwa),
- SPOT+ GS (do pomiaru blachy ocynkowanej z/bez wyżarzania),
- SPOT+TMT (do pomiar rur w kotłach, reformerach parowych, warnikach).
Pirometr z zielonym LED i kamera wizyjną
W pirometrach kompaktowych SPOT+ M i R zastosowano opatentowany celownik zielony LED do precyzyjnego ustawiania na obiekt pomiarowy, także dla jarzących metali. Wbudowana kamera wizyjna pozwala na podgląd lokalnie lub zdalnie miejsce pomiaru. Układ optyczny wyposażony został w funkcjonalną w użyciu zmechanizowaną ogniskową dzięki czemu w każdej chwili można komfortowo dostosować pole pomiarowe (lokalnie lub zdalnie). W wersjach światłowodowych SPOT+ M F.O. i R F.O. dostępna jest unikalna manualna regulacja ogniskowej.
Oprogramowanie pirometru optycznego
Aplikacje i zastosowania pirometru optycznego
- wszystkie procesy obróbki cieplno - plastycznej metali
- łopatki turbin,
- wały napędowe,
- łożyska,
- precyzyjne łączniki i złącza,
- przekładnie zębate,
- komponenty silników i wiele innych podzespołów z branży motoryzacyjnej oraz przemysłu lotniczego i maszynowego,
- odlewanie metalu,
- oraz dodatkowo:- ciekłe szkło,- kropla szkła,- cementownie,- piece obrotowe.
Dysponujemy pirometrem prezentacyjnym modelu SPOT+ R100 (dwudetektorowy, jedno- i dwubarwowy na zakres pomiaru 400...1800 st.C).
Umów się na wizytę prezentacyjno-testową w Twojej lokalizacji.
Wypróbuj funkcjonalność przy użyciu symulatora na:
Specyfikacja:
MODEL gdzie: FO - oznacza wykonanie z rodzielną optyką światłowodową | ZAKRES POMIAROWY | LICZA DETEKTORÓW gdzie: Mono = jednobarwowe/jednodetektorowe Ratio = dwubarwowe/dwudetektorowe Multi = wielobarwowe/wielodetektorowe | DŁUGOŚĆ FALI µm |
| M100 | 500 do 1800 ºC 500 do 2500 ºC | Mono | 1,0 µm |
| M100 FO | 500 do 1800 °C | Mono | 1,0 µm |
| M160 | 250 do 1600 ºC | Mono | 1,6 µm |
| M160 FO | 250 do 1600 ºC | Mono | 1,6 µm |
| M210 | 50 do 1100 °C | Mono | 2,3 mikrometra |
| M390 | 150 do 1800 °C | Mono | 3,9 mikrometra |
| M3-5 | 0 do 500 °C | Mono | 3 - 5 mikrometrów |
| R 100 | 400 do 1800 °C 700 do 3500 ºC | Wieolofukcyjny : Multi-Ratio i Mono | 1,0 i 1,2 µm |
| R100 FO | 400 do 1800 °C | Wieolofukcyjny : Multi-Ratio i Mono | 1,0 i 1,2 µm |
| R160 | 250 do 1600 °C | Wieolofukcyjny : Multi-Ratio i Mono | 1,0 i 1,5 µm |
| R160 FO | 250 do 1600 °C | Wieolofukcyjny : Multi-Ratio i Mono | 1,0 i 1,5 µm |
| R 210 | 125 do 1100 °C | Wieolofukcyjny : Multi-Ratio i Mono | 2,1 i 2,4 µm |
| SPOT+AL | 200 do 900 °C | Multi - dedykowany do pomiaru aluminium w tym ciekłego | Specyficzne dla aplikacji |
| SPOT+ AL LT (low temperature) | 130 do 700 °C | Multi - dedykowany do pomiaru aliminium w tym w niskich temperaturach | Specyficzne dla aplikacji |
| SPOT+GS | 125 do 1200 °C | Multi - dedykowany do pomiaru blachy ocynkowanej | Specyficzne dla aplikacji |
| SPOT+MM (Melt Master) | 600 do 1800 °C | Multi/Ratio - dedykowany do pomiaru ciekłego żeliwa/staliwa | Specyficzne dla aplikacji |
| SPOT+TMT | 300 do 1800 °C | Multi/Ratio - dedykowany do pomiaru rur w przemyśle petrochemicznym | Specyficzne dla aplikacji |
| JAKOŚĆ POWIETRZA | |||
| Cząstki o średnicy > 1 µm: | < 1000/ m3 | ||
| Woda: | < 500 mg/ m3 | ||
| Olej: | < 1 mg/ m3 | ||
Szczegółowe informacje techniczne do konkretnego pirometru można znaleźć w broszurze produktowej w zakładce PLIKI
Pirometry optyczne z zestawem akcesoriów
Pirometry posiadają szereg akcesoriów montażowych, a optyka o wysokiej rozdzielczości pozwala na pomiar małych elementów również z dużej odległości. Elastyczna konstrukcja, z opcjonalnymi adapterami, pozwalają dostosować montaż do poprzedniej generacji pirometrów (System 4, UNO) lub do innych pirometrów istniejących na rynku. Zastosowanie lustrzanej soczewki ogniskującej eliminuje problem aberracji chromatycznej stanowiących nieodzowny element w standardowych pirometrach soczewkowych z optyką szklaną.
Pirometr SPOT+ otrzymał prestiżową nagrodę BEEA (British Engineering Excellence Awards) za unikatowy design układu elektrycznego i mechaniczno-optycznego.

Pirometr LAND SPOT - obudowa chłodzona wodą
Parametry
| Długość fali | 1,0 mikrometr (detektor 1) 1,2 mikrometra (detektor 2) |
| Zakres pomiarowy | 50 ... 3500°C (w zależności od modelu) |
| Temperatura pracy | 5 ... 60°C specyfikowana, 0 ... 70°C działania (powyżej obudowa z chłodzeniem powietrznym lub wodnym) |
| Typ wyjścia | 2 x przekaźnikowe 1 x 4 ... 20 mA Ethernet (Modbus TCP-IP) |
| Funkcje | wartość średnia, szczytowa (PEAK), "Mode Master", kompensacja tła |
| Zasilanie | 24 V DC Power over Ethernet (PoE) lub 24V DC |
| Wyświetlacz | lokalny z obrazem video oraz odczytem temperatury i parametrów ustawień |
| Interfejs | Ethernet (Modbus TCP-IP) |
| Celownik | zielony LED |
| Programowanie | lokalnie (wyświetlacz) lub zdalnie (za pomocą standardowej przeglądarki internetowej lub oprogramowania SPOT VIEWER) |
| Oprogramowanie | Opcjonalne SPOT Viwer - trendy chwilowe i historyczne, archiwizacja, zarządzanie użytkownikami, podgląd z kamery, ustawianie parametrów |
| Obudowa | IP65 |
| Pole widzenia | 100 : 1 200 : 1 |
| Dopuszczenia | CE |
| Producent | Land |
Pliki do pobrania
Linki
Aplikacje
Produkty powiązane

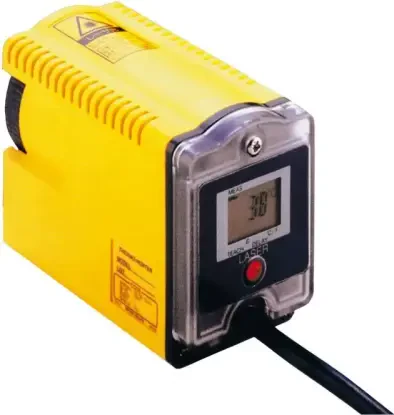
Pirometr ręczny przenośny Cyclops 100L
Przenośny pirometr Cyclops 100L z zakresem pomiarowym temperatury od 550 do 3000°C. Wbudowana pamięć wewnętrzna. Cyclops 100L stosowany jest w przemyśle hutniczym. W skład wyposażenia pirometru wchodzi optyka 180:1 o zmiennej ogniskowej, a także 4-cyfrowy LCD wyświetlacz z podświetlaniem. Dokładność pomiaru wynosi ±0,25% wartości mierzonej. Wyposażenie dodatkowe pirometru 100L to: walizka transportowa, futerał żaroodporny, stacja zbierania danych DL-1000: pocket PC HP, oprogramowanie oraz oprogramowanie do stacji, kable.

Pirometr do produkcji i obróbki aluminium LAND SPOT+ AL
Zaawansowane, bezdotykowe pirometry dla przemysłu produkującego i przetwarzającego aluminium. SPOT+ AL jest rozbudowanym, ulepszonym i unowocześnionym modelem pirometru poprzedniej wersji SPOT AL EQS.
Pirometr dedykowany do zastosowań:
- Podgrzewania wlewka (na wyjściu z pieca)
- Ekstruzji/Wytłaczania/Wyciskania profili
- Hartowania/chłodzenia profili (powietrzne i/lub wodne)
- Walcowania taśm/blach
- Formowania/kucia (odkuwki)
- Do stopów o wysokiej zawartości magnezu
- Do stopionego płynnego aluminium
- Do ciągłego odlewania (pręty, druty)

Pirometr do ciekłych metali i odlewania żeliwa/staliwa LAND SPOT+ MM - MeltMaster
SPOT+ MeltMaster (MM) to pirometr specjalny, przeznaczony do bezkontaktowego pomiaru temperatury ciekłych metali, podczas procesu zalewania form i odlewów. Pirometr dedykowany głównie do pomiarów płynnego staliwa lub żeliwa.

Pirometr przenośny Cyclops 160L
Przenośny pirometr Cyclops 160L do pomiaru temperatury metali oraz materiałów ogniotrwałych. Cyclops 160L ma zakres pomiarowy temperatury od +200°C do +1400°C. Pirometr wyposażony jest w optykę 180:1 o zmiennej ogniskowej. Zakres spectralny 1,6 um. Zasilanie baterią 6LR61.
Dodatkowe wyposażenie pirometru Cyclops 160L:
- walizka transportowa,
- futerał żaroodporny,
- oprogramowanie archiwuzujące na urządzenia mobilne android oraz na komputer PC
Kamery termowizyjne serii LAND NIR Borescope: NIR-B-640 / NIR-B-656 / NIR-B-2K z wziernikiem do pieców przemysłowych
Termowizyjny układ pomiarowy serii LAND NIR Borescope NIR-B-640 / NIR-B-656 / NIR-B-2K, zawierający wysokotemperaturową termoodporną kamerę termowizyjną z wziernikiem o polu widzenia 90°... 95°, umożliwia ciągły monitoring poprzez bardzo mały otwór w ścianie pieca.

Kamera termowizyjna LAND NIR-656 i NIR-2K dla aplikacji wysokotemperaturowych
Stacjonarna kamera termowizyjna do obrazowania termowizyjnego i pomiaru temperatury w aplikacjach wysokotemperaturowych.
Kontakt z Ekspertem
Chcesz dowiedzieć się więcej na temat tego rozwiązania? Wyślij zapytanie do naszych Ekspertów.
Inne produkty, które mogą Cię zainteresować
Pirometr stacjonarny OPTEX serii BA
Pirometr stacjonarny do bezkontaktowego pomiaru temperatury. Pirometr jest przystosowany do pomiaru małych powierzchni. Pirometr posiada funkcję automatycznego obliczania współczynnika emisyjności lub regulacji ręcznej.

Pirometr stacjonarny serii BS
Pirometr optyczny z rozdzielonym wzmacniaczem i głowicą. Regulowany współczynnik emisyjności pirometru umożliwia dokładny pomiar temperatury powierzchni. Pirometr może być opcjonalnie wyposażony w system chłodzenia głowic powietrzem lub wodą.
- Zakres pomiarowy od 0 do 500°C
- Wyjście: 4 ... 20 mA lub 1mV/C

Pirometr serii BF
Pirometr optyczny z rozdzielonym wzmacniaczem i głowicą do zdalnych pomiarów. Pirometry te posiadają funkcję automatycznego dostrajania emisyjności. Głowica pirometru i światłowód odporne są na działanie temperatury do 150°C.
- Zakres od 400 do 1200°C
- Wyjście: 4 ... 20 mA
Pirometr do ciekłych metali i odlewania żeliwa/staliwa LAND SPOT+ MM - MeltMaster
SPOT+ MeltMaster (MM) to pirometr specjalny, przeznaczony do bezkontaktowego pomiaru temperatury ciekłych metali, podczas procesu zalewania form i odlewów. Pirometr dedykowany głównie do pomiarów płynnego staliwa lub żeliwa.

Obudowa ognioszczelna EXSH1 do pirometrów EX SPOT
Nowa, ognioszczelna obudowa EXSH1 umożliwia stosowanie wybranych modeli pirometrów LAND System 5 / LAND SPOT (wersje EX SPOT) w strefach zagrożonych wybuchem.

Pirometr przenośny PT-5LD
Pirometry serii PT-5LD przeznaczone do przemysłu spożywczego lub do pracy w trudnych warunkach pomiarowych. Zakres pomiarowy pirometru mieści się w zakresie od 0 do +500°C. Wodoszczelna obudowy IP67. Emisyjność 0.85 lub 0.95.
Pirometr PT-5LD ma wbudowana pamięć do 99 pomiarów.

Pirometr stacjonarny OPTEX SA 80T-2A/4A
Pirometry do przemysłu spożywczego i maszynowego (tworzywa sztuczne, guma, matowe ciemne lakiery). Pirometr posiada stały współczynnik emisyjności 0,95.
- Zakres pomiarowy od 0 do 200°C lub od 0 do 400°C
- Wyjście: 4..20mA, obudowa IP 67

Pirometry LAND RT-8
Pirometr optyczny, stacjonarny do ciężkich warunków przemysłu. Pirometr posiada obudowę z układem nadmuchu i chłodzenia, dzięki czemu umożliwia pracę w trudnych warunkach. Pirometry tej serii przeznaczone są do bezkontaktowych pomiarów temperatury mas bitumicznych, asfaltu, koksu, tekstyliów, papieru, plastiku, nawozów, materiałów sypkich na taśmociągach.
- Zakres: od 0 do 250°C lub od 0 do 500°C
- Wyjście: 4...20 mA

Pirometr LAND SOLONET
LAND SOLONET to seria 4 różnych pirometrów optycznych-cyfrowych z zewnętrznym procesorem.
- Zakres od 250 do 1750°C
- Optyka 100:1
Pirometry optyczne z celownikiem laserowym posiadają cyfrowy system obróbki pomiarów, wyjście 4 ... 20 mA, 2 x przekaźnikowe oraz RS-485 lub Ethernet (opcja).

Pirometr LAND FLT-5
Pirometr optyczny do pomiaru temperatury powierzchni szkła. W zależności od warunków pracy, pirometr może być wyposażony w układy chłodzenia i czyszczenia optyki. Pirometr, dzięki specjalnie dobranej długości fal, zapewnia minimalny wpływ zmian wilgotności powietrza na pomiar.
Zakres pomiarowy temperatury 250 ... 1100 °C
Długość fali 4,8 … 5,2 mikrometr
Dokładność ±0,5 % wartości mierzonej