
Kontrola procesu kaustyzacji w papierni

Kontrola procesu kaustyzacji
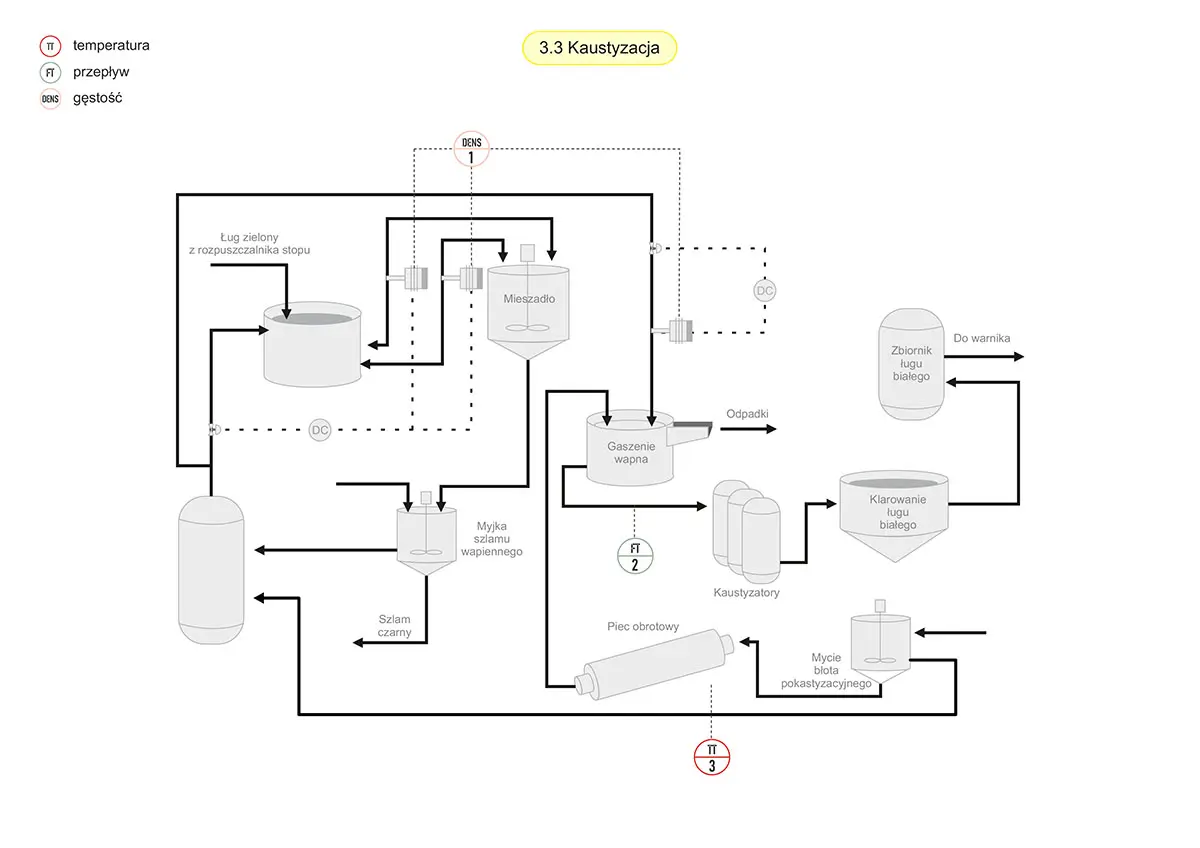
Stop sodowy z kotła regeneracyjnego jest rozpuszczany w wodzie lub słabym ługu białym tworząc tzw. ług zielony, który składa się głównie z siarczku i węglanu sodowego. Ług zielony jest klarowany i poddawany kaustyzacji za pomocą wapna. W tym procesie węglan sodu przechodzi w wodorotlenek sodu, w celu produkcji ługu białego do roztwarzania. Pozostałości popiołu i inne zanieczyszczenia są usuwane z procesu jako szlam z ługu zielonego. Szlam pokaustyzacyjny, składający się głównie z węglanu wapnia, jest oddzielany od ługu białego, myty i poddawany kalcynacji w celu regeneracji wapna w piecu wapiennym. Piec jest nieco podobny do standardowego, obrotowego pieca cementowego. Proces kalcynacji jest wysokotemperaturową, endotermiczną reakcją, wymagającą zewnętrznego paliwa.
W procesie kaustyzacji i regeneracji wapnia w metodzie Krafta kluczowe pomiary umożliwiają kontrolę procesu, ale napotykają liczne wyzwania. Monitorowanie gęstości ługu zielonego oraz stężenia NaOH w ługu białym jest utrudnione przez agresywne środowisko i zawiesiny, wymagając stosowania zaawansowanych metod analitycznych. Kontrola przepływów i poziomów napotyka problemy z zatykaniem czujników przez osady CaCO₃0. Jakość wapna jest trudna do precyzyjnego określenia ze względu na niejednorodność próbek.
Z uwagi na to, w kaustyzacji stosuje się rozwiązania obejmujące automatyzację pomiarów, systemy samoczyszczące i zdublowane czujniki, które pomagają utrzymać stabilność procesu mimo trudnych warunków. Skuteczna kontrola tych parametrów jest niezbędna dla optymalizacji zużycia energii i minimalizacji strat chemikaliów w produkcji.
Aplikacje



Nasze rozwiązania
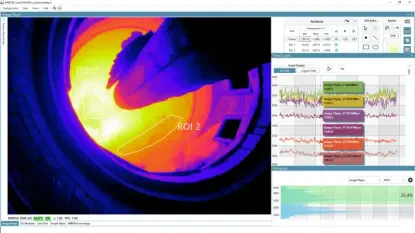
Kamera termowizyjna do pieca obrotowego LAND NIR B TICK
Stacjonarna kamera termowizyjna do pomiaru i analizy temperatury płomienia, klinkieru, stanu materiałów ogniotrwałych, monitoringu wielkości granulacji klinkieru (zbrylanie) do analizy termicznej pieca cementowego, wapiennego, keramzytowego (lub inne do odzysku materiałów np. ołowiu, metali szlachetnych).

Stacjonarny przepływomierz bezinwazyjny do cieczy Fluxus F731
Ultradźwiękowy przepływomierz do bezkontaktowego pomiaru przepływu cieczy (również agresywnych i nieprzewodzących), przeznaczony do wielu aplikacji pomiarowych, w niemalże każdej branży przemysłu. Pomiar cieczy o temperaturze do 650°C, bez ingerencji w rurociąg, dla średnic od 6 do 6500 mm.
Średnica nominalna 6 ... 6500 mm
Temperatura medium do 650 °C
Dokładność ±1 % wartości odczytanej

Kamera termowizyjna LAND MWIR-Borescope-640 do pieców przemysłowych i kotłów energetycznych
Kamera termowizyjna boroskopowa z filtrowaniem widmowym eliminującym płomienie. Kamera termowizyjna przeznaczona do pieców przemysłowych i kotłów energetycznych.
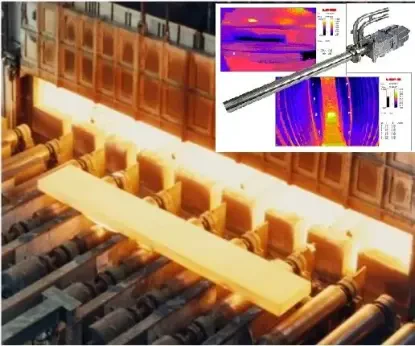
Kamery termowizyjne serii LAND NIR Borescope: NIR-B-640 / NIR-B-656 / NIR-B-2K z wziernikiem do pieców przemysłowych
Termowizyjny układ pomiarowy serii LAND NIR Borescope NIR-B-640 / NIR-B-656 / NIR-B-2K, zawierający wysokotemperaturową termoodporną kamerę termowizyjną z wziernikiem o polu widzenia 90°... 95°, umożliwia ciągły monitoring poprzez bardzo mały otwór w ścianie pieca.